ϵ�Ԓ")

ϵ�҂�")

������
��՟�̎�����g(sh��)����һ�N���M��̎�����a(ch��n)���g(sh��)�����҇�����40����İl(f��)չ�vʷ���V�������ڸ��N���ϣ����Пo�����������|(zh��)���á�׃��С���o��Ⱦ���T����(y��u)�ݡ��������ؽ�B����՟�̎�����g(sh��)��呉��ИI(y��)�ĵ��͑��ã�����H13ģ��䓵���մ���ʹ㡢�߉���㡢���ʹ㣩��20CrMnTi����՝B̼��10̖䓵ı������̼�����B��������������՟�̎�����g(sh��)��呉��ИI(y��)�đ���չ����
��՟�̎�����g(sh��)����
������՟�̎�����g(sh��)̎���Įa(ch��n)Ʒ��������Пo�������oÓ̼��Ó�⡢Ó֬�������|(zh��)���á�׃��С���C�����W���܃�(y��u)���ă�(y��u)�c��ͬ�r��՟�̎���O(sh��)��Ҳ�߂�o��Ⱦ���o�������Ԅӻ��̶ȸߵ�ͻ����(y��u)�c�������՟�̎�����g(sh��)�V�������ڸ��N���ܮa(ch��n)Ʒ��������a(ch��n)�С������f����՟�̎���ѳɞ鮔ǰ���M��̎�����a(ch��n)���g(sh��)����Ҫ��־��
�҇���՟�̎�����g(sh��)�Ļ��A(ch��)�о�ʼ��20���o70���������(j��ng)�v�˼��g(sh��)���M���������պ������_�l(f��)���^�̡�20���o90���,�S�����ա�����ȇ������I(y��)�͙Cе������ИI(y��)��Ѹ�Ͱl(f��)չ,��՟�̎�����g(sh��)���b������ƏV��Ŀǰ�҇���՟�̎���t��Ҫ�a(ch��n)Ʒ������ʹ�t����ո߉����t����ջػ�t������F���t����՟��Y(ji��)�t����յ͉��B̼�t����՝B���t����՟�̎���B�m(x��)���a(ch��n)���ȡ�
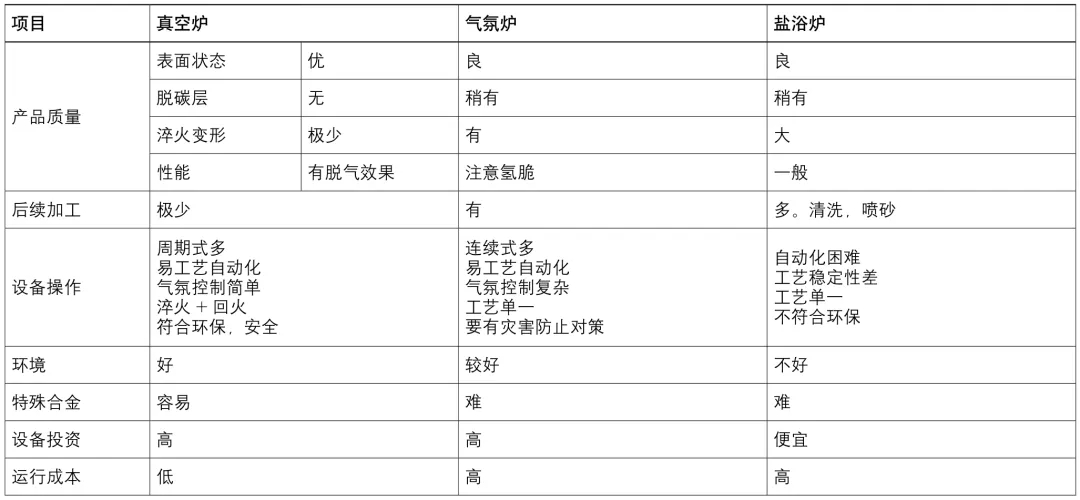
��՟�̎�����g(sh��)�V�������ڸ��N���ϣ�������̼ͨ䓡��Ͻ�䓡�ģ��䓡����P䓡��͟�䓡��ߜغϽ�⁺Ͻ𡢴źϽ𡢏��ԺϽ��~�Ͻ��X���ȡ��@Щ���ϱ��V���ؑ�����ұ�𡢙Cе����������ӡ���܇�����պ�����ИI(y��)�����@Щ������Ʒ�ğ�̎�������^�ښ�ՠt���}ԡ�t����՟�̎���t���Юa(ch��n)Ʒ�|(zh��)���á����m(x��)�ӹ��١��\�гɱ��͵����c��Ԕ�����1��ʾ��
��1 ��ՠt�c��ՠt���}ԡ�t���ȱ�
��՟�̎�����g(sh��)��呉��ИI(y��)�ĵ��͑���
呉����b������I(y��)�Ļ��A(ch��)�ИI(y��)���ڙCе�b���У�呉��a(ch��n)Ʒռ�Ⱥܸߣ�����܇�Ď�ȫ���P(gu��n)�I�㲿�������S���B�U��݆�S�����S�������X݆�ȣ����w�C�ij��d�P(gu��n)�I��(g��u)�����w�C�C�w�еĿ���������ܡ����^�ȣ��l(f��)�әC�еıP���S���h(hu��n)�ȣ���Һ������Cе�Ľ�һ���㲿���ȡ����a(ch��n)�@Щ呼���ģ���Լ�呉��a(ch��n)Ʒ����ȫ����Ҫ��(j��ng)�^��̎��������˸��Ʋ��ϵij������ܣ�����������㲿���ęCе���ܼ������|(zh��)������՟�̎������һ�N���M�ğ�̎�����g(sh��)�����H�ܞ�ܶ���(y��u)�|(zh��)��呉��a(ch��n)Ʒ�ṩ�|(zh��)�����C��߀�ܽ�Q���y(t��ng)��̎���ܺĴ���Ⱦ�h(hu��n)���Ć��}������ׂ͎���՟�̎�����g(sh��)��呉��ИI(y��)�ĵ��͑�����Ԕ����B��
H13ģ��䓵���մ��
H13ģ��䓏V�������ڟ��ģ�ߡ���D���͉��Tģ�ߡ����˫@�ù����ı���ߏ������g���ܣ����pС��s�����ͻ�׃������ͬ�ߴ�ͼ��g(sh��)Ҫ���H13ģ��䓣��������ò�ͬ��̎����ˇ������ʹ㡢��ո߉���㡢��՚��͏ͺϴ��
��ͨ�ß�̎����ˇ��
H13ģ��䓵�ͨ�ß�̎����ˇ��ɴ��A��—�W���w���ضȼӟ�—���—�ɴθߜػػ���D1��ʾ���A���A�α�횾������أ�0��650���A���ٶȑ���220��/h,650��850���A���ٶȣ�165��/h ���ӟ��A�Σ����ԱM���ܿ���ٶȼӟ����W���w���ض�1030�棻����A�Σ����ّ���28��/min������l(f��)������w�D(zhu��n)׃���M���ܜp�ٶ���̼�����ؐ���w�������C��׃��С��
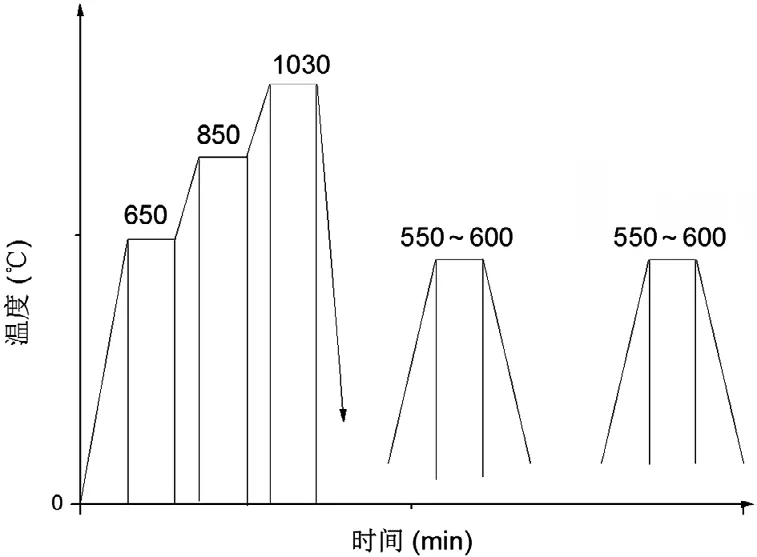
�D1 H13䓟���ģ�߹�ˇ����
�Ʋ�ͬ���ʽ��
1)����ʹ㡣
����ʹ����՚����ȣ������_���������s�ٶȣ�������@�ñ�������Ҹߏ����g�����ܣ������������(n��i)�����(sh��)ģ����Բ����ʹ㼼�g(sh��)����H13ģ��䓣���Ч�ߴ磼100mm�r���ʹ���@�M��ֻ���R���w�������o����̼�����������������õě_���g�ԡ����ǣ����������^��Ҳ���ڻ�׃�����L�U��Ć��}��
2)��ո߉���㡣
���˽�QH13ģ����ʹ��׃����ߴ糬��Ć��}�������F(xi��n)�坍���a(ch��n)��Ҫ����(n��i)Խ��Խ��ز�����ո߉���㼼�g(sh��)�����Ǹ߉�������s�ٶ���ģ�߳ߴ缰�b�t����Ӱ푣��п��ܵõ��R���w������̼����M����Ҳ�п��ܵõ��R���w������̼���ؐ���w�M��������̼�����ؐ���w����ʹ���ϵě_���g�������½�������ڌ��H���a(ch��n)�Б��M���ܼӴ��㉺��,��ߚ�����s�ٶȣ�����a(ch��n)���@Щ�����M����
3)��՚��͏ͺϴ��
���˼�p��׃�κߏ����g�ļ��g(sh��)Ҫ��H13 ģ��䓸���ز����ȳ���A�䡢���ʹ�Ĺ�ˇ��ԓ��ˇ�܉�M������(sh��)ģ�ߵğ�̎�����g(sh��)Ҫ����֮�⣬�����C��о����аl(f��)�����øߜ^(q��)��1030����540�棩�߉���㡢�͜^(q��)��540�����Ҝأ��ʹ����՚��͏ͺϴ��ˇ�����Եõ��R���w������̼�������ؐ���w�M����ģ�����ܸ��ѡ��˹�ˇ�Ǯ���H13ģ��䓟�̎��������
20CrMnTi����F�X݆����՝B̼
20CrMnTi����F�X݆������܇�v�Cе��׃���䣬��M�㿹ƣ�ڵ�����Ҫ������������՝B̼���g(sh��)�������Bһ��������
�ż��g(sh��)Ҫ��
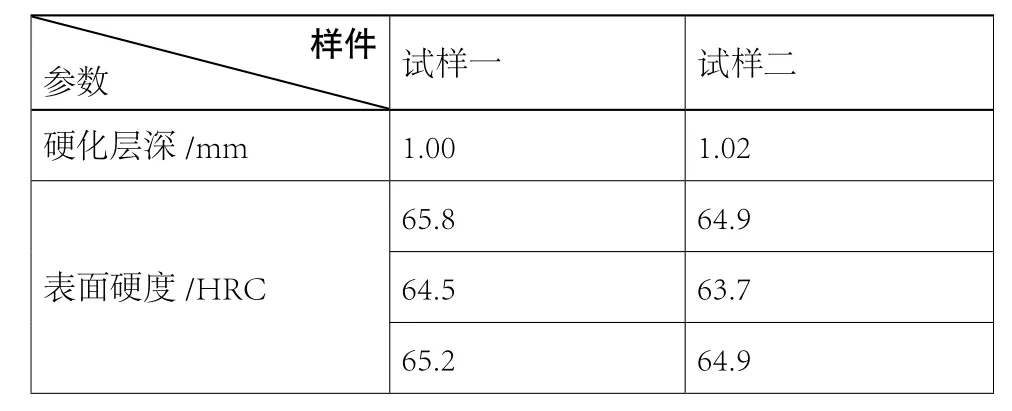
20CrMnTi����F�X݆��Ҫ��Ӳ������1.0��1.4 mm;Ӳ��58��65HRC��
��̎����ˇ��
���ñ����C��о����O(sh��)Ӌ�������յ͉��B̼���t��20CrMnTi����F�X݆�ğ�̎����ˇ���A��—����—�B̼—�Uɢ—�B̼—�Uɢ—�����D2��ʾ�����У��B̼������2000Pa��
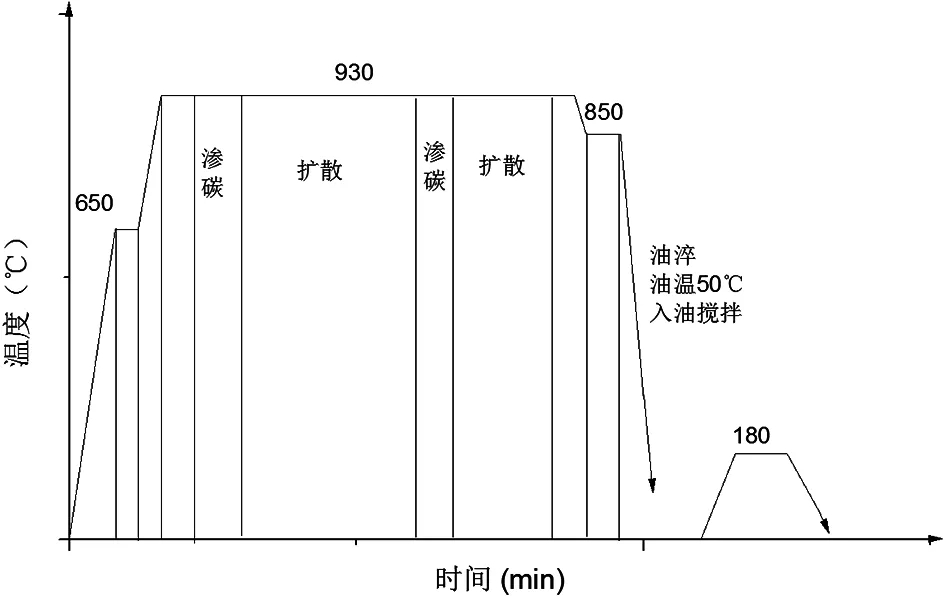
�D2 20CrMnTi����F�X݆����՝B̼��ˇ
��̎���Y(ji��)����
ȡ�ɂ�ԇ�әz�y���y���Y(ji��)�����2��ʾ��Ӳ������Ⱥͱ���Ӳ�Ⱦ����ϼ��g(sh��)Ҫ��
��2 ԇ�әz�y�Y(ji��)��
��՟�̎�����g(sh��)��呉��ИI(y��)�đ���չ��
���Ї�����2025�������“�����Ї�����һ����r�����҇����O(sh��)�ɞ����I(l��ng)��������I(y��)�l(f��)չ�����쏊��”�İl(f��)չĿ�ˡ���ָ��˼��鄓(chu��ng)���(q��)�ӡ��|(zh��)�����ȡ��Gɫ�l(f��)չ���Y(ji��)��(g��u)��(y��u)�����˲Ş鱾����յ͉��B̼���g(sh��)���߉���㼼�g(sh��)�ǟ�̎���ИI(y��)�Gɫ���ĵ��ͼ��g(sh��)�����й�(ji��)�ܭh(hu��n)�����坍���a(ch��n)�����c��ֵ���ƏV��呉��ИI(y��)�����R���a(ch��n)�I(y��)����������呉����g(sh��)�ڲ���l(f��)չ�����N呉��a(ch��n)Ʒ�����ܟ�̎������������ӏ�����՟�̎�����g(sh��)���龫�ܟ�̎����һ�N�ֶΣ��܉���Ч���͟ᑪ���ͽM���������Ķ��p�ٻ�׃��������՟�̎�����g(sh��)��呉��ИI(y��)�đ��Õ�Խ��Խ�V��������՟�̎���c呉����g(sh��)�ĽY(ji��)���c�l(f��)չҲ�ݱؕ���������҇����M���켼�g(sh��)��ˮƽ��
���ߺ���
�����䣬�����C��о�����՟�̎���������Σ��о��T����Ҫ������՟�̎������՟��Y(ji��)������F�����O(sh��)���ˇ���g(sh��)���аl(f��)���O(sh��)Ӌ�������@�Ї��Cе�ИI(y��)�Ƽ��M�����Ȫ�2헣��l(f��)��Փ��20��ƪ����Ո����10헡�
��Դ��������c�_����2018���1��
�����(qu��n)�wԭ����C��(g��u)���У�

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����